برتر فایل
یک سایت مرجع با هدف انتشار آموزشهای کاربردی از نرم افزارهای مهندسی (CAD CAE CAP CAM)، تحقیق، پروژه، جزوه، کتاب و... است که به منظور دسترسی راحتتر، سریعتر و ارزانتر شما دانشجویان و پژوهشگران به تحقیقات مد نظرتان تاسیس شده است.برتر فایل
یک سایت مرجع با هدف انتشار آموزشهای کاربردی از نرم افزارهای مهندسی (CAD CAE CAP CAM)، تحقیق، پروژه، جزوه، کتاب و... است که به منظور دسترسی راحتتر، سریعتر و ارزانتر شما دانشجویان و پژوهشگران به تحقیقات مد نظرتان تاسیس شده است.درباره من
روزانهها
همهپیوندها
- مهندسی مکانیک
- روش اجزای محدود
- ریاضیات مهندسی
- استاتیک و مقاومت مصالح
- دینامیک سیالات محاسباتی
- پکیج ویژه مهندسی
- دینامیک و ارتعاشات
- نگهداری و تعمیرات
- طراحی اجزای ماشین
- مکانیک محیط پیوسته
- مکانیک سیالات و ترمودینامیک
- آموزش های مهندسی
- مهندسی کنترل
- مهندسی جوش
- مهندسی پزشکی
- مهندسی رباتیک
- مهندسی صنایع
- مهندسی متالورژی و مواد
- مهندسی عمران
- مهندسی برق
- Computer Aided Machining
- SurfCAM
- MasterCAM
- PowerMill
- SolidCAM
- Computer Aided Design
- ProEngineer
- Geomagic Design
- SolidWorks
- NX Unigraphics
- Mechanical Desktop
- Autodesk Inventor
- AutoCAD
- Rhino
- CATIA
- Sketcher
- Digital Mockup
- Machining
- Analysis & Simulation
- Shape Design & Styling
- Mold Tooling Design
- Sheet Metal Design
- Assembly Design
- Drafting
- Part Design
- All Environment
- MATLAB
- MATLAB Video
- MATLAB Book
- MATLAB Project
- Artifical Neural Network ANN
- Genetic Algorithm
- Image Processing
- c++ & Fortran
- مهندسی تاسیسات
- توربین و کمپرسور
- مخازن تحت فشار
- نرم افزارهای تاسیسات
- کتاب و جزوات
- PDMS Software
- Carrier Software
- پروژه های تاسیسات
- پایپینگPiping
- مهندسی ساخت و تولید
- طراحی قالب و قالب سازی
- ماشین کنترل عددی کامپیوتری CNC
- دریل کاری
- فرزکاری
- تراشکاری
- سنگ زنی
- ماشین ابزار تولیدی
- فرآیندهای پیشرفته ماشینکاری
- قید و بند
- اندازه گیری دقیق
- نقشه کشی صنعتی
- مهندسی خودرو
- سیستم محرکه خودرو
- سیستم تعلیق و ترمز و و فرمان
- سازه و بدنه خودرو
- سیستم انتقال قدرت
- سیستم برق خودرو
- کتاب های دانشگاهی
- نمونه سوالات امتحانی
- جزوات مهندسی مکانیک
- کتاب مهندسی مکانیک
- Computer Aided Engineering
- ABAQUS
- ANSYS
- ADAMS
- Fluent & Gambit
- HYSYS
دستهها
ابر برچسب
مهندسی مکانیک نرم افزار متلب ماشینکاری مهندسی تاسیسات مکانیک محیط های پیوسته مکانیک محیط پیوسته روش اجزای محدود matlab پروژه طراحی طراحی اجزای ماشین مهندسی خودرو شبکه عصبی مصنوعی CAM Machiningبرگهها
جدیدترین یادداشتها
همه- مکانیک و کنترل در رباتیک در حال حاضر، بررسی ابعاد مختلف تحقیقات روباتیک توسط متخصصان زمینه های گوناگون انجام می پذیرد. معمولا نمی توان فردی را...
- کنترل صنعتی (Industrial Control) پیشرفت دانش و تکنولوژی سبب شده است که فرآیندهای تولید، پیچیده و دقیق تر شوند و در نتیجه کنترل آنها سخت تر و پیچیده تر...
- تکنیک های مدلسازی و حل مسائل برای مهندسین کتاب تکنیک های مدلسازی و حل مسائل برای مهندسین (Modeling and Problem Solving Techniques for Engineers)، کتابی مفید و...
- طراحی مونتاژ کاری در نرم افزار کتیا (CATIA Assembly Design) با فراگیری مجموعه فرامین محیط مونتاژ کاری در نرم افزار کتیا و با کمی تمرین بیشتر کاربر قادر به چگونگی مونتاژ قطعات...
- آموزش نرم افزار ماشین کاری سرفکم (SurfCAM machining) نرمافزار سرف کم (به انگلیسی: SurfCAM ) نرمافزاری است برای ساخت به کمک رایانه ( CAM )، این نرمافزار مورد استفاده...
- کاربردها و روش اجزاء محدود در مهندسی با استفاده از نرم افزار انسیس لیست مسائلی که در کتاب کاربردها و روش اجزاء محدود در مهندسی با استفاده از نرم افزار ANSYS بطور کامل حل و تشریح شده است،...
- ماشین های تزریق پلاستیک کتاب ماشین های تزریق پلاستیک (Plastic Injection Machine) ، مشتمل بر 16 بخش، 209 صفحه، با فرمت PDF، به زبان فارسی، همراه...
- آموزش مهندسی معکوس و طراحی مدل با نرم افزار Geomagic Design X Geomagic Design یک نرم افزار حرفه ای مهندسی طراحی مدل های سه بعدی برای طراحی و تولید ایده ها توسط دانشجویان، مهندسان و...
- راهنمای پیشرفته متلب، مثال های عملی در علوم و مهندسی کتاب راهنمای پیشرفته MATLAB، مثال های عملی در علوم و مهندسی (Advanced Guide to MATLAB, Practical Examples in Sience and...
- مقدمه ای بر تحلیل اجزاء محدود با استفاده از نرم افزارهای متلب و آباکوس کتاب مقدمه ای بر تحلیل اجزاء محدود با استفاده از نرم افزارهای MATLAB & ABAQUS ، یکی از کتاب های مفید و کاربردی در...
نویسندگان
- برتر فایل 94
بایگانی
تقویم
اردیبهشت 1400| ش | ی | د | س | چ | پ | ج |
| 1 | 2 | 3 | ||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 | 31 |
جستجو
تجهیزات سیستم های قدرت و بکارگیری NDT در آزمایش آنها
با استفاده از اصول بسیار معروف فیزیکی تعدادی سیستم بازرسی غیر چشمی ابداع شده است که می تواند اطلاعاتی از کیفیت قطعات یک تجهیز فراهم آورد، در حالی که هیچ گونه تغییری یا آسیبی به قطعه یا دستگاه مورد آزمایش وارد نسازد. سیستم های آزمون غیر مخرب به اختصار NDT نامیده می شوند. بکارگیری هر یک از سیستم های بازرسی متحمل هزینه است، اما اغلب استفاده موثر از تکنیک های بازرسی موجب صرفه جویی های مالی قابل ملاحظه ای خواهد شد. نه فقط نوع بازرسی بلکه مراحل بکارگیری آن نیز مهم است. در این پروژه به بررسی و تشریح انواع تست های غیر مخرب و مزایا و محدودیت های آنها و بکارگیری انها در سیستم قدرت پرداخته شده است...

پروژه تجهیزات سیستم های قدرت و بکارگیری تست های غیر مخرب (NDT) در آزمایش آنها، مشتمل بر 8 فصل، 103 صفحه، تایپ شده، به همراه تصاویر، با فرمت pdf به ترتیب زیر گردآوری شده است:
فصل 1: ارتباط پایداری شبکه با عملکرد صحیح تجهیزات
- مقدمه
- تجزیه و تحلیل تجهیزات در شبکه های توزیع، فوق توزیع و انتقال
- کلیدهای قدرت
- اشکالاتی که ممکن است باعث عدم عملکرد صحیح کلیدها شوند
- اشکالات ناشی از عدم عملکرد صحیح کلیدها
- عوامل موثر در میزان عملکرد کلیدهای قدرت بر پایداری سیستم
- خصوصیات عمده و مهمی که کلیدهای قدرت باید داشته باشند
- تقسیم بندی کلیدهای فشار قوی بر حسب وظیفه ای که دارند
- انواع کلیدهای قدرت (دیژنکتور)
- سکسیونر و کلید زمین و کلید ویژه تخلیه بارالکتریکی
- کلید زمین
- کلید مخصوص تخلیه بار الکتریکی (کلید زمین با توانایی وصل)
- فیوز
- کلید بار
- سکسیونر قابل قطع زیر بار
- انواع و موارد استفاده ترانسفوماتورها
- انتخاب کلیدهای فشار قوی
- انتخاب برحسب مشخصات نامی
- انتخاب با توجه به وظیفه قطع و وصل
فصل 2: ضرورت بازرسی و روش های مختلف بازبینی و بازرسی فنی
- مقدمه
- روش های مختلف بازبینی و بازرسی فنی
فصل 3: بررسی سیستم های مختلف آزمون های غیر مخرب
- مقدمه
- تکنیک بازرسی با مایع نافذ
- اصول بازرسی با مایع نافذ
- ویژگی های یک مایع نافذ
- مزایا و محدودیت ها و دامنه کاربرد تکنیک بازرسی با مایع نافذ
- سیستم بازرسی با ذرات مغناطیسی
- مغناطیسی کردن قطعات
- آشکار سازی عیب بوسیله ذرات مغناطیسی
- مزایا و محدودیت ها و دامنه کاربرد تکنیک بازرسی با ذرات مغناطیسی
- سیستم بازرسی با جریان فوکو
- ساختمان سیم پیچ ها
- انواع مدارهای سیم پیچی جریان های گردابی
- سیستم بازرسی با رادیوگرافی
- برخی از محدودیت های رادیوگرافی
- اصول رادیوگرافی
- سیستم ترموگرافی
فصل 4: مطالعه و بررسی و سیستم های ترموگرافیک در تست تجهیزات شبکه های توزیع و انتقال نیرو
- مقدمه
- تاریخچه عکس های حرارتی مادون قرمز
- طیف اشعه مادون قرمز
- اصول و نحوه کار سیستم های ترموگرافیک
- استفاده از عکس های حرارتی در برنامه تعمیراتی تجهیزات
فصل 5: بررسی و تعیین نقاط معیوب تجهیزات با استفاده از ترموگرافی
- مقدمه
- اولویت های تعمیرات برحسب دمای اضافی
- عوامل مشکل زا در تعیین درجه حرارت اضافی
- نمونه هایی از عکس های حرارتی و نحوه تجزیه و تحلیل آنها
- مقدمه
- کرونا
- دوربین کرونا
- ساختار عملیاتی دوربین های کرونا
- کاربرد دوربین های کرونا
- بازدیدهای زمینی خطوط انتقال نیرو
- بازدیدهای پریودیک تجهیزات پست های فشار قوی
- بازدیدهای پریودیک شبکه های توزیع
- بازدیدهای هلیکوپتری خطوط انتقال نیرو
فصل 7: بررسی روغن ترانسفورماتورها و روش های بازرسی آن
- مقدمه
- عایق روغن
- آزمایشات روغن
- آزمایش گاز کراماتوگرافی
- رطوبت
- ویسکوزیته
- کشش بین سطحی
- عدد اسیدی کل
- نقطه اشتعال
- مقدمه
- گاز کاروماتوگرافی
- آنالیز نتایج حاصل از کروماتوگرافی
- روش نسبت دورننبرگ (Dornen Bergs Ratio Method)
- روش نسبت راجرز (Rogers Ratio Method)
- روش نسبت راجرز پیشرفته
- نتیجه گیری و پیشنهادات
- اختصارات

جهت دانلود پروژه تجهیزات سیستم های قدرت و بکارگیری تست های غیر مخرب (NDT) در آزمایش آنها، برلینک زیر کلیک نمایید.
تجهیزات سیستم های قدرت و بکارگیری NDT در آزمایش آنها
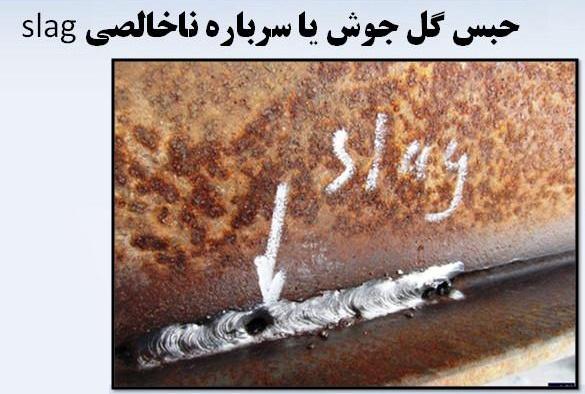
عیوب جوشکاری، علل پیدایش و راهکارهای رفع عیوب
در حالی که یکی از نکته نظرها در عملیات جوشکاری کاهش هزینه تمام شده یک اتصال است، اما همزمان و در کنار آن تلاش برای تولید جوش سالم، بدون عیب و نقص می باشد. تا به حال تعداد زیادی کشتی، پل، مخزن و اسکلت های فلزی در اثر ایجاد برخی عیوب در فلز جوش یا منطقه مجاور آن شکسته شده و موجب خسارت مالی و جانی فراوانی گشته اند.
جوش ایده آل تقریبا غیر ممکن می باشد و معمولا جوش ها دارای معایبی می باشند. هر کدام از این معایب به جز عیب ترک تا حد معینی بنا به حساسیت کاربردی موضع اتصال مجاز هستند و معمولا قسمت کنترل مرغوبیت از طریق آزمایش های مختلف میزان این عیوب را با استانداردهای مربوطه مقایسه کرده و آنها را قبول یا رد می نماید. عیوب می توانند در اثر عوامل مختلف در طرح اتصال، مناسب نبودن جنس مواد مصرفی (فلز قطعه کار، الکترود، گاز محافظ و...)، پارامترهای جوشکاری (ولتاژ، آمپر، قطبیت اتصال، سرعت و...)، عدم مهارت جوشکار در نحوه انجماد و ساختار میکروسکوپی جوش و منطقه مجاور، وضعیت سطح و مسیر اتصال و یا عملیات ناصحیح پیش گرم یا پس گرم بوجود آیند. در این مجموعه آموزشی به بررسی این عیوب و راهکارهای جلوگیری از بوجود آمدن عیوب تشریح می گردد...
جزوه عیوب جوشکاری، علل پیدایش و راهکارهای رفع عیوب، مشتمل بر 6 جزوه کاربردی، 187 صفحه، به زبان فارسی، همراه با تصاویر، با فرمت pdf، به ترتیب زیر گردآوری شده است:
- طبقه بندی عیوب جوشکاری
- معرفی عیوب اصلی جوش، علل پیدایش و رفع عیوب
- کنترل کیفیت و اصول بازرسی در جوشکاری
- کنترل کیفیت در جوشکاری ساختمان
- عیوب جوش

جهت دانلود جزوه عیوب جوشکاری، علل پیدایش و راهکارهای رفع عیوب، برلینک زیر کلیک نمایید.
عیوب جوشکاری، علل پیدایش و راهکارهای رفع عیوب